
Инструмент и оборудование для плетения
Инструмент для заготовки ивовых прутьев и изготовления плетеных изделий.
Ножи.
Одним из главных инструментов в производстве плетеных изделий из ивового прута служит нож. Ножом срезают прутья, режут палки, обрезают концы прутьев, делают различные срезы и надрезы на прутьях и палках.
Корзиночный нож
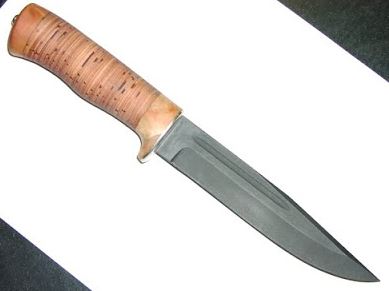 Наиболее широко применяется нож корзиночный, кинжальной формы с деревянным черенком. Этим ножом можно выполнять все виды работ в производстве плетеных изделий. Главным образом он предназначается для очистки прутьев от ветвей, зачистки и строжки палок, зарезки концов, обрезки прутьев до постановки их в изделие, подгонки плоскостей при различных соединениях отдельных деталей или двух концов одной детали.
Наиболее широко применяется нож корзиночный, кинжальной формы с деревянным черенком. Этим ножом можно выполнять все виды работ в производстве плетеных изделий. Главным образом он предназначается для очистки прутьев от ветвей, зачистки и строжки палок, зарезки концов, обрезки прутьев до постановки их в изделие, подгонки плоскостей при различных соединениях отдельных деталей или двух концов одной детали.
Другие ножи
Обрезать концы прутьев в готовом изделии лучше всего ножом «горбачом». Сейчас, в свободной продаже, трудно найти подобный нож, но можно приобщить к этому делу любой схожий инструмент.
Для резки прутьев на плантациях наиболее удобны садовый складной нож.
При резке толстых прутьев ножом можно закрепить на рукоятке веревочную петлю и надеть ее на себя через плечо (на левое плечо и под правую руку); приставив нож острием к пруту, можно тащить его к себе усилием плеча и таким образом срезать прут. Рукоятка этого ножа должна быть крепко насажена на него (или прикреплена к нему иным способом). Полотнище ножа должно быть из хорошей стали. Лезвие должно быть остроотточено сначала на крупнозернистом бруске с водой, а потом на оселке с чистым машинным маслом.

Садовые пилы
Применяются для спиливания толстых палок и разрезки их на детали, а также для зарезки палок при некоторых соединениях. Наиболее удобны пилы со съемными (на винтах) полотнищами, такие пилы сменять и подбирать по ширине легче, чем наглухо прикрепленные к ручкам.

Для точки полотно пилы зажимают в деревянные тиски или между двумя пластинами. Точат трехгранным напильником с мелкой насечкой.
Садовые ножницы
 Применяются для перерезывания палок и прутьев в поперечном направлении. Недостаток этого инструмента — сминание палок и прутьев в месте реза. Толстые палки следует резать станковыми ножницами больших размеров с одной ручкой (вроде ножниц, употребляемых для резки кровельного железа, но с изогнутыми ножами).
Применяются для перерезывания палок и прутьев в поперечном направлении. Недостаток этого инструмента — сминание палок и прутьев в месте реза. Толстые палки следует резать станковыми ножницами больших размеров с одной ручкой (вроде ножниц, употребляемых для резки кровельного железа, но с изогнутыми ножами).
Лесенка для сортировки прутьев.
 С давних пор, для сортировки прутьев пользовались кадкой, поставив прутья в кадку, выдергивают их оттуда за вершины и складывают отдельно сначала самые длинные, затем прутья несколько покороче, потом еще более короткие и т. д.
С давних пор, для сортировки прутьев пользовались кадкой, поставив прутья в кадку, выдергивают их оттуда за вершины и складывают отдельно сначала самые длинные, затем прутья несколько покороче, потом еще более короткие и т. д.
Кадка, как приспособление для сортировки, неудобна тем, что сортировщик не знает длины выдергиваемых прутьев; для того чтобы узнать эту длину, надо выдернутые прутья прикладывать к какой-либо мерке.
Конструкция лесенки
Более удобна для сортировки прутьев описанная ниже лесенка. Для изготовления ее нужны следующие детали:
| Детали | Обозначение деталей | Кол-во деталей | Размеры, мм | ||
| Длина | Ширина | Толщина | |||
| Продольные планки | А | 2 | 3200 | 200 | 25 |
| Канцевая планка | Б | 1 | 1000 | 200 | 25 |
| Поперечная планка нижняя | В | 1 | 1000 | 150 | 25 |
| Поперечные делительные планки | Г | 6 | 1000 | 70 | 25 |
| Подпорки | Д | 2 | 2000 | 60 | 25 |
| Поперечная планка нижняя | Е | 1 | 1000 | 40 | 25 |
| Проножки | Ж | 2 | 700 | 40 | 25 |
Все детали лесенки соединены прямыми сквозными шипами. Для большей прочности соединений шипы расклинивают. Вместо расклинивания шипов можно забивать в местах соединений железные или деревянные гвозди. Для деревянных гвоздей предварительно просверливают отверстия.
Стенки, препятствующие спаданию прутьев с лесенки.
Расстояния между поперечными делительными планками должны соответствовать градации (ступеням) длины прутьев (31), (31), (З3) и т. д. С точки зрения легкости измерения прутьев и удобства для дальнейшей работы с прутьями более целесообразны расстояния в 50 см (0,5 м). Цифры делений нужно нанести на верхней кромке одной из продольных планок. На второй продольной планке надо обозначить нумерацию прутьев, принимая прутья наименьшего размера (до .50 см) за № 1, прутья длиною от 51 до 100 см — за N° 2, от 101 до 150— за N° 3, от “151 до 200 —за № 4, от 201 до 250 — за N° 5 и прутья длиннее 251 см —за N° 6.
Для сортировки прутьев лесенку устанавливают в наклонном положении, укрепляя ее на полу при помощи подпорных планок. На поперечные планки настилают прутья так, чтобы они комлями стояли на планке.
Места, занимаемые вершинами прутьев, покажут их длину и номер, к которому должен быть отнесен каждый прут. Прутья длиною до верхней кромки планки и ниже складывают в пучки № 1 ; прутья длиной до верхней кромки планки — в пучки № 2 •и т. д.
Из лесенки прутья выдергивают за вершины. Сначала выдергивают прутья наибольшего номера, затем постепенно прутья следующих номеров.
Рассортированные прутья связывают в пучки. К пучкам нужно привязывать бирки с обозначением номера прутьев.
Щемилки
Служат приспособлением для подготовки к снятию коры с прута по способу ошмыгивания. Изготовляются металлические щемилки (А) из упругих железных прутьев или деревянные (Б) из крепкой упругой древесины ясеня.
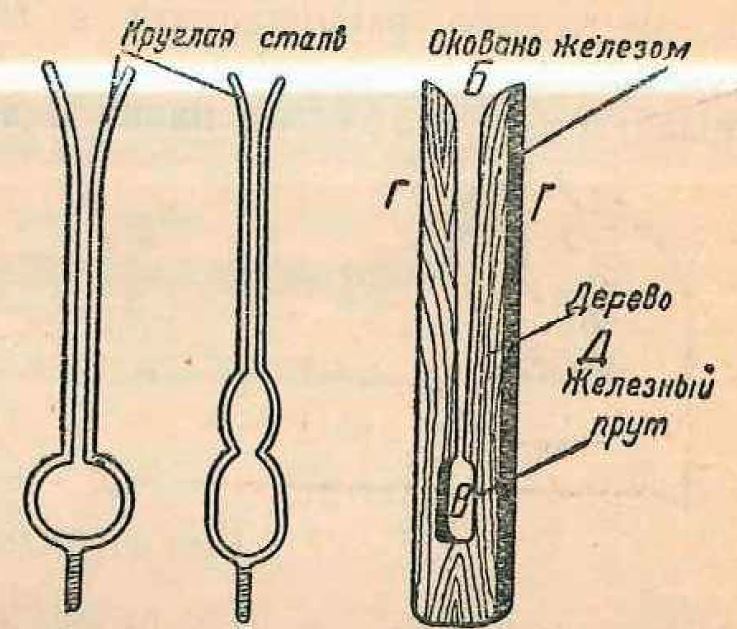
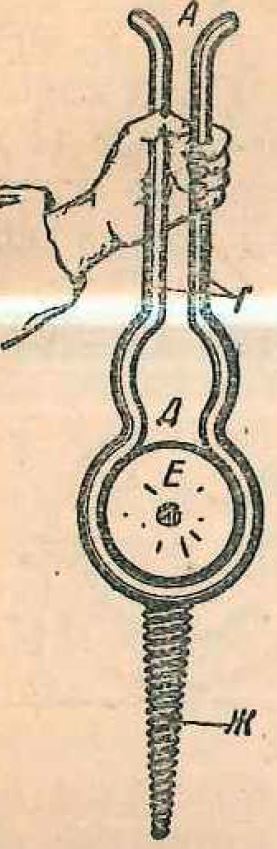 Металлическая щемилка состоит из двух стоек (Г), образующих внизу отверстие (Д) для зажимания заложенного прута (В); у кольца стойки соединены вместе; внизу они заканчиваются винтовым штырем (Ж), которым щемилку укрепляют в устойчивом неподвижном бруске (можно в пне).
Металлическая щемилка состоит из двух стоек (Г), образующих внизу отверстие (Д) для зажимания заложенного прута (В); у кольца стойки соединены вместе; внизу они заканчиваются винтовым штырем (Ж), которым щемилку укрепляют в устойчивом неподвижном бруске (можно в пне).
Деревянная щемилка (Б) представляет собой пластину длиной 400 мм, шириной 75 мм, толщиной 15 мм. На протяжении 300 мм сверху в пластинке сделан вырез (паз), внизу несколько уширенный и закругленный. Через этот вырез (В), сжимая стойки (Г), протаскивают прутья.
В лучших деревянных щемилках стенки выреза обивают железным прутом.
Колунки
Применяются для раскалывания круглых прутьев на части, которые в производстве плетеных изделий называются шинами. Плетенщики, часто сами изготовляют колунки из кости, рога или твердой, плотной древесины (самшита, груши, граба, клена и пр.).
Колунок имеет форму круглого конусного черенка. Длина его — около 100 мм, толщина в толстом (тыльном) конце—около 35 мм, в тонком (рабочем) конце—около 20 мм. Тыльный конец делают полукругловыпуклым, а рабочий—подрезают ровно.
На торце рабочей части по на-правлению радиусов размечают острия ножей. Количество ножей должно соответствовать количеству частей, на которые намечено раскалывать прутья. 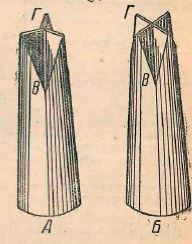 Чаще всего для работы нужны два колунка — «тройник» (А) (с тремя ножами) и «четвертник» (Б) (с четырьмя ножами). Разметив лезвия, на боковых сторонах черенка вырезают треугольные пазы (В). В результате на торце получается звездообразно расположенные лезвия клинообразных ножей. Каждое лезвие заостряют, снимая с него двустороннюю фаску.
Чаще всего для работы нужны два колунка — «тройник» (А) (с тремя ножами) и «четвертник» (Б) (с четырьмя ножами). Разметив лезвия, на боковых сторонах черенка вырезают треугольные пазы (В). В результате на торце получается звездообразно расположенные лезвия клинообразных ножей. Каждое лезвие заостряют, снимая с него двустороннюю фаску.
Жамка
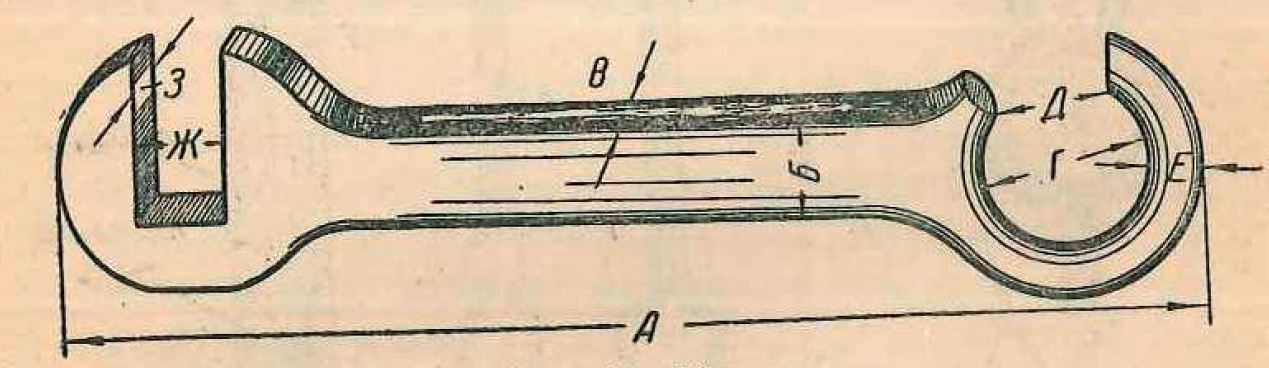
Предназначается для выпрямления и загибания толстых палок. Делают ее из стальной пластинки. Один конец жамки имеет вид кольца (Е) с отверстием (Г) и с Д концом выпрямляют палки и делают на них некрутые изгибы в втором, несколько расширенном и округленном конце прореза паз (Ж; кромки (углы) этого паза слегка округлены Этим концом надламывают более, толстые палки и делают крутые изгибы.
Отверстия и пазы жамки должны относительно плотно обхватывать заложенную в них палку, а сама жамка должна быть настолько прочной, чтобы выдержать сопротивление при огибании толстых палок. Так как приходится изгибать палки различной толщины, то следует иметь набор жамок различных размеров. Наиболее удобны жамки следующих размеров (в мм):
| Направление измерения | Обозначение | Жамки | ||
| Малая | Средняя | Большая | ||
| Общая длина | А | 240 | 275 | 300 |
| Ширина пластины | Б | 20 | 25 | 35 |
| Толщина | В | 8 | 10 | 12 |
| Диаметр отверстия | Г | 30 | 35 | 40 |
| Ширина паза отверстия | Д | 25 | 30 | 35 |
| Толщина кольца | Е | 15 | 18 | 20 |
| Ширина прямого паза | Ж | 20 | 28 | 35 |
| Толщина стенок у паза | З | 15 | 18 | 20 |
Изер или колотушка
Это конусная металлическая пластинка для приколачивания (сгущения) рядков прутьев при плетении. Одну из кромок изера делают прямой (А), другую (Б) – полукруглой. На конце пластинки снимают фаски (В), для того чтобы можно было расправлять ею неравномерно сгущенные рядки плетения. Кромки на рукоятке (Г) закругляют, иногда рукоятку обшивают или обматывают полотном.
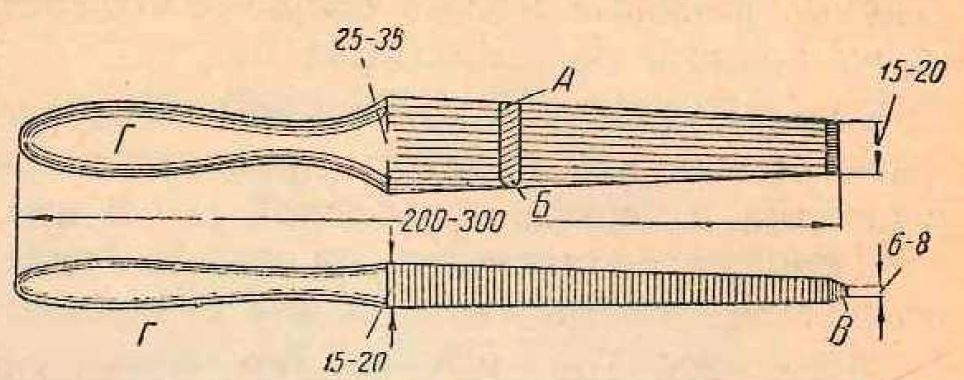
Изеров, как и жамок, следует иметь три штуки: малый, средний и большой. Размеры изеров: длина — 200—300 мм, ширина в конце—15—20 мм, у рукоятки—25—30 мм, толщина у конца – 6—8 мм, у рукоятки— 15—20 мм.
Шоф
Ручной инструмент для строжки плоскостей прутяных лент.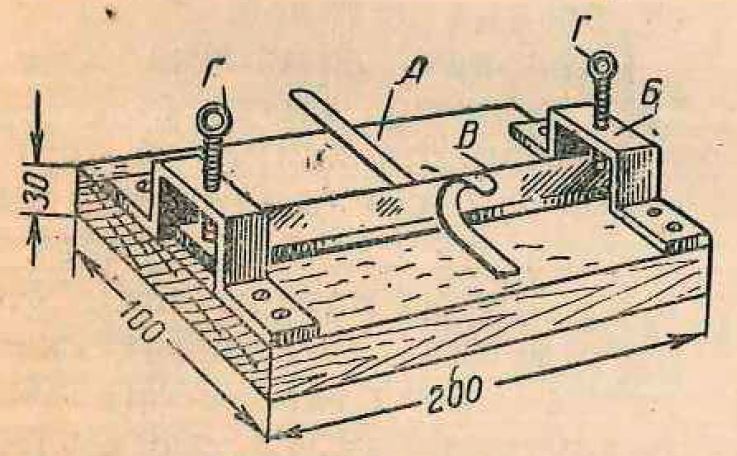
Основанием его служит доска (А) примерно следующих размеров: длина — 200 мм, ширина — 100 мм, толщина — 30 мм. На верхней плоскости доски, параллельно ее торцовым концам, установлены две прямоугольные скобы (Б).
Через гнезда скоб пропущен стальной нож (В), обращенный фаской кверху. Нож закрепляют металлическими винтами (Г). Шину, а впоследствии ленту, при строжке продевают в паз между ножом и верхней плоскостью досчатого щитка. Ширину паза регулируют, подкладывая под концы ножа пластинки необходимой толщины. Один конец ножа должен быть установлен в ниже другого, чтобы удобнее было закладывать шину при строжке ее на ленты.
Шмол
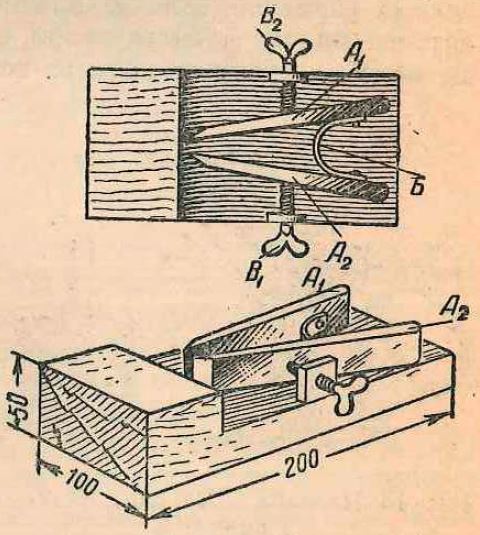 Инструмент для строжки кромок лент в рейсмус, т. е. для такой строжки, после которой каждая лента имеет одинаковую ширину по всей своей длине. Основанием шмола служит досчатая колодочка длиной 200 мм, шириной 100 мм, толщиной 30 мм, с выступом в 20 мм на одном конце. На верхней плоскости дощечки закреплены на ребрах два ножа (At) и (А2) в виде рубаночных лезвий. Ширина раствора ножей регулируется пружинкой Б и винтами В1 и В2.
Инструмент для строжки кромок лент в рейсмус, т. е. для такой строжки, после которой каждая лента имеет одинаковую ширину по всей своей длине. Основанием шмола служит досчатая колодочка длиной 200 мм, шириной 100 мм, толщиной 30 мм, с выступом в 20 мм на одном конце. На верхней плоскости дощечки закреплены на ребрах два ножа (At) и (А2) в виде рубаночных лезвий. Ширина раствора ножей регулируется пружинкой Б и винтами В1 и В2.
Шила
Нужны два шила — тонкое и толстое, оба конуснопрямые, из хорошей стали, ромбовидного сечения, с острыми гранями. Такими шилами можно сверлить отверстия в палках даже близко к их концам, не раскалывая палок.
Клещи, кусачки, плоскогубцы и круглогубцы
Нужны среднего размера, так как работать приходится преимущественно с тонкими гвоздями и тонкой проволокой (до 2 мм).
Клещами вытаскивают из детали гвозди. Кусачками срезают выступающие концы гвоздей или перерезают тонкую проволоку.
Плоскогубцами выпрямляют загибающиеся при заколачивании гвозди, поддерживают гвозди при заколачивании, не давая им изгибаться, а также пользуются при натягивании плетеных полотнищ на сиденьях. Плоскогубцами с длинными концами пользуются для скалывания (зашпиливания) деталей булавками и мелкими гвоздями в тех случаях, когда молоток неприменим: при большой мягкости гвоздей, невозможности подпереть деталь и т. п.
Плоскогубцы с толстыми губами и с круглыми отверстиями в них служат для выгибания камыша на огне.
Круглогубцами загибают выступающие концы гвоздей, чтобы вогнать их внутрь детали, а также делают различные проволочные петли «цепочкой».
Молотки
Применяются металлические, граненые (стопные), различных размеров. Для заколачивания мелких гвоздиков нужен молоточек малого размера весом около 100 г. Для других работ нужны молотки среднего размера весом от 200 до 500 г.
Столярные инструменты
Рубанки, стамески, сверла и пр., нужны для изготовления досчатых щитков и других строганых деталей.
Паяльная лампа
Применяется для опаливания волосков (на педдиге, мочале и и на других материалах), для нагревания металлической лапки при отделке ивовых палок под бамбук, для выгибания камышовых палок и для дезинфицирования плетеных изделий.
При выгибании камыша и бамбука пользуются спиртовой лампой.
Котлы и баки
Требуются для мочки различных материалов и конченных изделий, а также для проварки и пропарки прутьев. Следовательно, они должны быть больших размеров, чтобы прутья вмещались в них во всю длину. В зависимости от характера работ и величины вырабатываемых изделий пользуются котлами и баками длиной 2—3,5 м, шириной 0,6—1,5 м, высотой 0,4—1,2 м. Металлические котлы употребляют клепаные прямоугольной формы, деревянные баки — овальные, несколько суживающиеся кверху.
Для проварки прутьев можно рекомендовать котел следующих размеров: длина — 3 м, ширина—1,5 м, высота—1,2 мм. Вместимость такого котла будет (загрузка не до верха) 4,5 складочных м3 прутьев среднего размера в коре, что, примерно, соответствует 1 м3 плотной древесины. Из этого количества зеленых прутьев получается 225 кг окоренных воздушно-сухих прутьев.
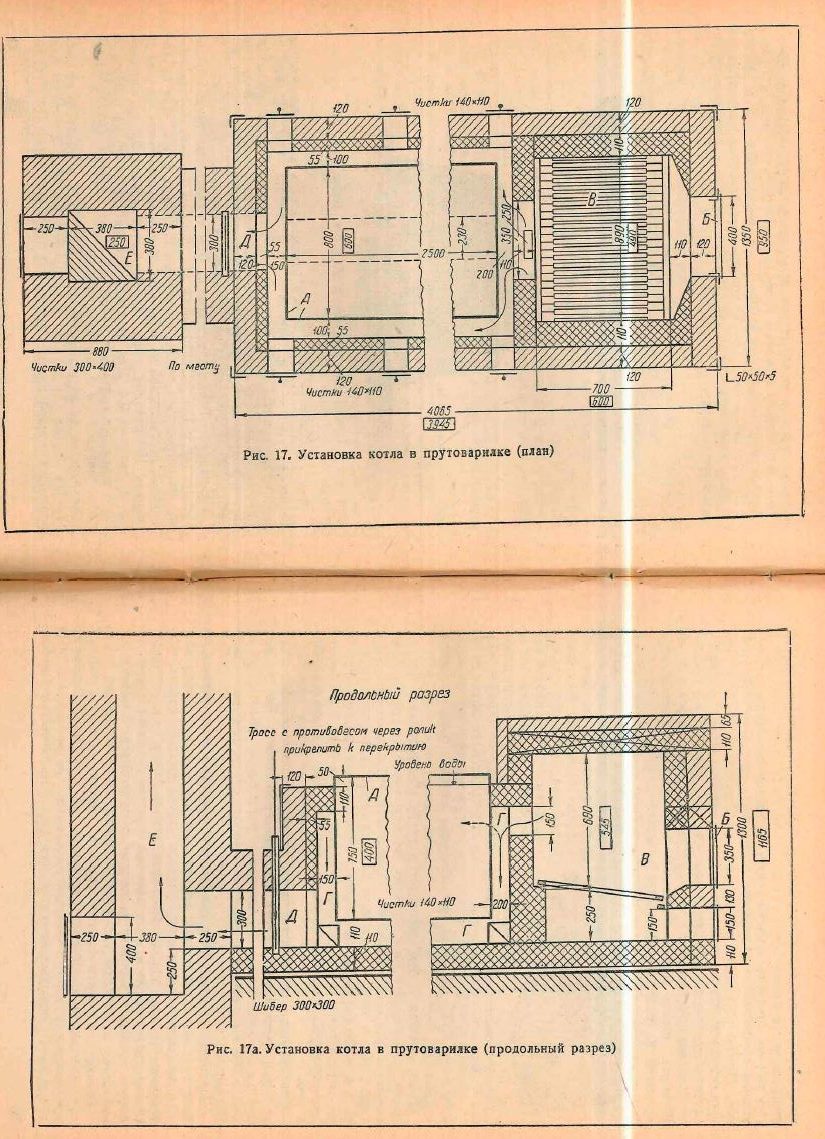
Устройство котла
Устройство котла размерами 2.5 X 0,8 X 0,75 м показано на рис. 17—17а. Котел (А) заделан в кирпичную кладку, имеющую вид простой кухонной плиты. Дверца (Б) закрывает топку (В). Пустоты (Г) предназначены для движения пламени и горячего воздуха, обогревающего котел.
В стороне, противоположной топке, находится дымоход (Д) с вытяжной трубой (Е). Снизу котел поддерживается кирпичной стойкой. Можно установить котел не на кирпичной стойке, а на металлических балках, заделанных в стенки плиты. Тогда дно котла остается свободным для нагревания, что ускоряет процесс проварки. Верхние кромки котла лучше прикрепить к металлической раме. Крепость стенок и дна желательно усилить дополнительными поясками из толстого полосового железа.
При отсутствии металлического котла можно проваривать прутья в деревянных баках. Бак делают большого размера, овальной формы. Стенки его стягивают обручами. В нижней части бака через его стенку пропускают металлическую трубу. Отверстие ее на наружном конце заклепывают; отверстие на конце, находящемся внутри бака, остается открытым.
Вода, налитая в бак, заполняет и трубу. Выступающий наружу конец трубы может быть прямым, но лучше сделать его подлиннее и согнуть в виде змеевика. Вблизи бака устраивают печь с топкой; в топку пропускают конец трубы. Во время топки, вода в трубе под действием высокой температуры закипает; от это-го нагревается, а в дальнейшем закипает вода в баке. Чем больше диаметр трубы и чем ближе бак к печи, тем быстрее закипает вода в нем.
Рабочий стол
Применяется чаще всего для плетения багажных корзин, корзин мелких размеров и предметов мебели. Его делают низким, прямоугольным и достаточно устойчивым. Высота его — около 600 мм, длина крышки — от 750 мм до 1 м, ширина — 500— 800 мм.
Для плетения прямоугольных щитков на кромке стола устанавливают подвижной (на винтах) брусок (подобно верстачной коробке), который можно передвигать по всей длине кромки крышки. Назначение бруска — удерживать заложенные в него в виде частокола стойки стенок корзины. Для плетения ящиков овальной и круглой формы подвижного бруска не делают, а пользуются только крыш-кой стола, на которой укладывают обрабатываемую корзину.
Станки для окорки и раскалывания ивовых прутьев.
Снятие коры с ивовых прутьев — операция очень трудоемкая. К настоящему времени предложено несколько конструкций станков для выполнения этой операции. Производительность окорки прута на станках значительно выше, чем при ручной окорке. Но большинство станков имеет один общий недостаток: они иногда портят «личико» (поверхность) прута, Тем не менее при подборе прута по размеру, при умении регулировать станок и правильно работать на нем окорка на станках вполне целесообразна.
В любой работе с материалом важно подбирать режущий инструмент под толщину и жесткость заготовки. Для тонких прутьев достаточно ручных решений, а при раскрое листового металла и промышленных партий используют гидравлические ножницы, которые дают ровный рез и снижают нагрузку на оператора.
